![]()
17603868999











![]()
17603868999
木屑機刀片在銷(xiāo)軸上的方位也根本是固定的,是經過多次試驗(yàn)和根據用戶反響的閱曆,辦法更換的時分,不要隨意改動。
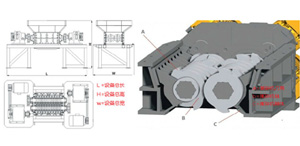
木屑機刀片的形狀(zhuàng)有很多種,常用的有矩形刀片,階梯形刀片,尖銳菱形及環行刀片等。因為矩形刀片(piàn)比階梯形刀片和別的類型刀片粉碎功能好,因此本機選用矩形刀片。現在是矩形和具有階(jiē)梯矛頭的矩形刀片。具有兩個銷孔的(de)矩(jǔ)形刀片的工作頂角,可(kě)以交換(huàn)運用4次,延(yán)長了工作期限,並且製(zhì)造簡略,通用性好;梯角的矩形刀片粉碎作(zuò)用較好,分外運(yùn)用於粉碎幹革(gé)及穀殼多的飼料。在(zài)矛頭處貼焊有合金的刀片,雖然(rán)進步了澳门新葡萄新京的生產成本,但換來的利益是運(yùn)用壽數較長,可進步粉碎功(gōng)率(lǜ),並(bìng)且磨損均勻、工(gōng)效高、刀片經用。現在中(zhōng)國用得的也是這種具有兩個銷(xiāo)孔的矩形刀片。按榜(bǎng)首(shǒu)機械工業部規範(草案),刀(dāo)片的型式與根本(běn)規範應符合。刀片長(zhǎng),衝擊力大,耗用鋼材多。刀片規範(fàn)規範,是根據生產率近似的情況下盡量(liàng)選用規範較小的、國內已廣泛(fàn)運用(yòng)、符合衝擊基地原理、結構安置較合理等原則,經(jīng)試驗判定的。
木屑機刀片質料(liào)選用化學成分符合GB699-65規(guī)矩的(de)10、20號鋼或65錳鋼製造。用l0、20號鋼製造時,應進行滲碳處理,滲碳層深度0.8-1.2毫米,滲碳後淬火(huǒ)硬度為HRC56-62,65錳鋼熱處理後硬度為(wéi)HRC50-57。非(fēi)淬火區硬度均(jun1)不(bú)得HRC28。熱處理(lǐ)後,不允許有裂紋;木屑機刀片銷孔處(chù)不得有毛刺等缺陷。相關產(chǎn)品



























































推薦新聞


17603868999














 微信互動(dòng)
微信互動(dòng) 手機官網
手機官網