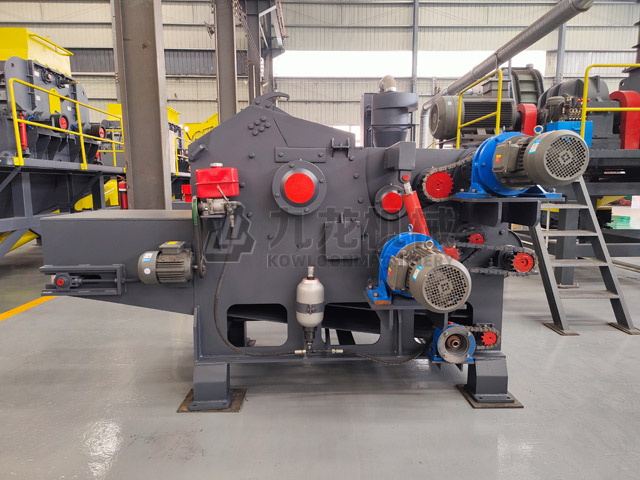
鼓式削片(piàn)機刀(dāo)輥由主(zhǔ)軸、主軸承、壓刀板、飛刀、飛刀螺栓、鎖緊設備和大皮帶輪等構成。用專用的飛刀螺栓,經過壓力塊把動刀固定在刀輥上;依據(jù)質料厚度的不一樣,上(shàng)喂料輥能夠借助液壓體係在範圍內(nèi)上下浮動;合格木片經過網篩(shāi)孔落下,大的片料將在機內再進行切削。
刀輥上的飛刀座便會發作衝(chōng)突。切削時刻越長,磨損就越嚴峻,隨之帶來的(de)結果是:木片的合格率下降,生產(chǎn)成本進步;飛刀夾緊(jǐn)的可(kě)靠(kào)性下降,很(hěn)容(róng)易發作(zuò)飛刀事故。若要防止以上狀況的發作,要(yào)及時修(xiū)正刀輥,使之恢複到原有的規劃狀況(kuàng)。但對用戶來講,修正刀輥十分困難,一(yī)是由於刀輥須經設備生產廠家修正才(cái)幹到達原有的規(guī)劃指標;二是(shì)由於停機停(tíng)產(chǎn),影響經濟效益。
主(zhǔ)軸:主軸用鋼材的抗拉強度不低於(yú)750MPa,在粗加工後進行探傷實驗,不得有下降使用功能的缺點;主軸兩支承軸承的軸(zhóu)線對其公共軸線的共(gòng)同(tóng)軸度、主(zhǔ)軸上裝刀輥兩軸頸的軸線對主軸兩支承軸頸公共軸線(xiàn)的同軸度不低於GB/T1184-1996《形狀和(hé)方位公役未注公役值》附表4-8級精度要求(qiú)。
刀(dāo)輥:焊接構(gòu)造的刀輥材料(liào)應具有傑出的(de)焊接功能(néng),焊接後須清理焊(hàn)接應力;加工麵未注形(xíng)位公役不低於GB/T1184-1996未注公役8級精度。裝置飛刀的平麵不允許外凸;加工後應作(zuò)動平衡實驗。動平衡精度等(děng)級應不低於C6.3。
相關產品




























































推(tuī)薦新聞


17603868999
























 微信互動
微信互動 手機(jī)官網
手機(jī)官網