![]()
17603868999











![]()
17603868999
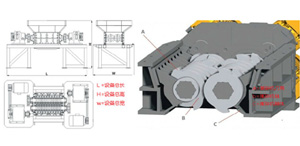
盤式削片機(jī)要完成關於木片厚度尺寸巨細操控(kòng),關於動刀的角度、長度與定刀之間的(de)間隔是(shì)十分要害的。
刀具主要由工(gōng)具鋼、一般鋼材;有的削片機廠家為了下降出產的本錢運用一般的鋼(gāng)板進行處理後進行刀具的製造,這樣的刀具運用壽命大大(dà)的縮短,替換頻頻;運用工具鋼製造的木材削片機刀具(jù)有分為一體的與(yǔ)分體的;分(fèn)體的刀(dāo)具(jù)隻要刀刃部分為高強度的工具鋼,焊接為(wéi)一體(tǐ);一體(tǐ)的刀具選用高強度工具鋼進(jìn)行加工而成;一(yī)體工具鋼所製(zhì)造的刀具更加的經用。試(shì)驗時,堅持木材削片機刀具楔角刀為(wéi)36”,木片長度l為25mm,切削速度V為ID.3mm/s,隻改變動力相遇角勸。選用馬尾鬆氣幹材和(hé)水浸材各一組。所得經曆聯係見表3,經曆曲線如圖5所示。圖上每一實測點(diǎn)代表三個實測數據的平均值。可以看出,單位切削阻力(lì)凡(fán),和單位切削功叭?與動力(lì)相遇角勸都是正線性相(xiàng)關的。總歸,不管0值的正負,0的代數越大,切削阻力就(jiù)越大。跟著F角(jiǎo)的增大,0的(de)代數值也增大,因此單位切削陰力也應增大,實測結果與理論剖析是一致的。

木材削片機切刀與定刀之間的間隔,假如(rú)這(zhè)個間(jiān)隔操控欠好(hǎo)的(de)就會呈現動刀在運用過程中與定刀(dāo)進行磕碰或許咬合,這關於出產來講是十分風險的,會對木片機自身構成喪命的影響,一起也對操作人員構成了要挾,因此在調節後需求進行手動的轉動與調試(shì)。削片的寬度是自然決(jué)裂構成(chéng)的(de),它取決(jué)於質料的橫紋抗剪強度,一般情況下略(luè)小(xiǎo)於削片的長度;不(bú)管選用鼓式削片機仍是盤式削片(piàn)機(jī),要求全部的刀片伸出量一樣,並且堅持飛刀和底刀的間隔。
相關產品(pǐn)



























































成功案例


推薦新聞


17603868999












 微信互動
微信互動 手機官網
手機官網